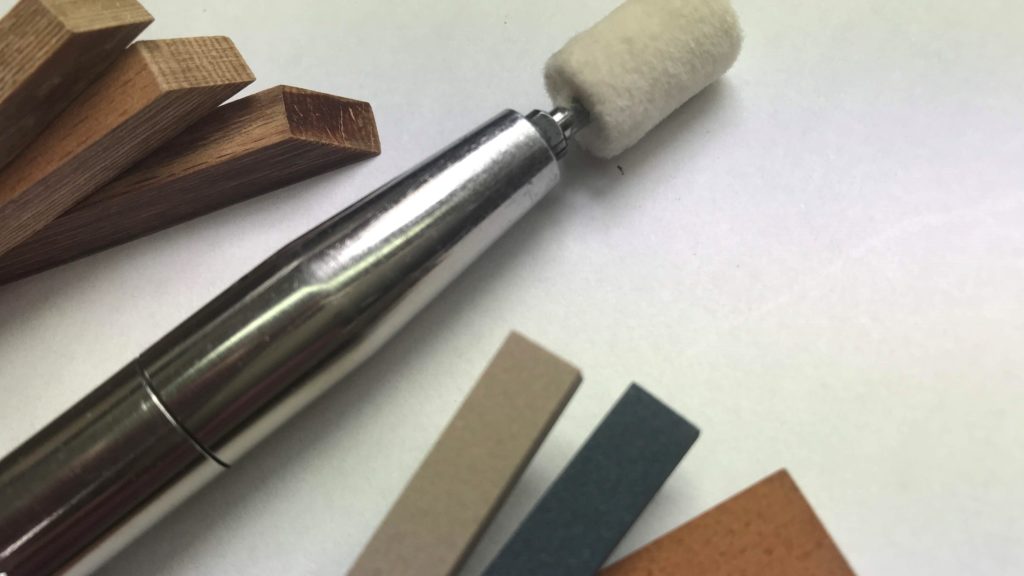
主業務が金型磨きである千葉技研の設備は少々変わっているかもしれません。 金型磨きに直接関わる設備以外にも切削設備があるからです。磨き道具は職人が工夫や経験を元に作成します。 千葉技研では磨き道具はもちろん、金型磨きを効率・確実に進める為に必要性があればクランプ・治具を構想 設計製作しますので切削機械は主業務とリンクした重要な設備です。
| 加工設備 | メーカー | 備考 |
|---|---|---|
| リューター | 国内 | 高回転型・トルク型 |
| アタッチメント | 国内 | 各種加工形状に対応 |
| 各種回転工具 | 国内 | 汎用 |
| 超音波研磨機 | 国内 | 細部形状に対応 |
| 縦ロータリーバイス※① | 内製 | マグネットレスワークチャッキング平面加工の効率化 |
| 横ロータリーバイス※① | 内製 | マグネットレスワークチャッキング側面加工の効率化 |
| クランプ各種※① | 内製 | マグネットレスワークチャッキング |
| マグネットテーブル | 国内 | 割型・駒組付け |
| 卓上CNCフライス盤※② | 内製 | 磨きに付随する治工具内製に対応 |
| 卓上汎用旋盤 | 海外 | 磨きに付随する治工具内製に対応・円筒物磨きに対応 |
| 弓鋸盤 | 海外 | 磨きに付随する治工具内製に対応 |
| 卓上ボール盤 | 海外 | 磨きに付随する治工具内製に対応 |
| ミーリングバイス | 海外 | 磨きに付随する治工具内製に対応 |
※① 懸念される要素を徹底排除
ワーク固定を内製ロータリーバイスにチャキングすることで作業位置を容易に移動させ、ワークの落下・衝突等による破損防止に効果的です。マグネット固定で作業する手法が一般的ですが、バイス方式を採用することによる磨きカス(鉄粉)の巻き付きを排除する効果もあり効率向上に繋がります。
構造・形状等で止むを得ずマグネットを使用する局面はありますが極力磁気を帯びさせる作業方法は回避します。
※② 効率向上を徹底追及
割型・駒割・共磨きが必要だったり異形状の入れ子でチャッキングが難しい等、必要であれば既存ボルト穴やノック穴を利用して冶具内製化、効率向上が可能です。
お気軽にお問い合わせください。070-8341-0766受付時間 9:00-18:00 [ 土・日除く ]
お問合せについて